
当下有很多小伙伴对于电泳涂装工艺详解 涂装工艺流程方面的知识信息了解的都颇少,大家现在都想要多了解下电泳涂装工艺详解 涂装工艺流程详细的一些信息知识,那么今天小风就收集了一些电泳涂装工艺详解 涂装工艺流程相关的知识信息来分享给大家,感兴趣就接着往下看吧。
1、一般金属表面的电泳涂装,其工艺流程为:预清理→上线→除油→水洗→除锈→水洗→中和→水洗→磷化→水洗→钝化→电泳涂装→槽上清洗→超滤水洗→烘干→下线。
2、被涂物的底材及前处理对电泳涂膜有极大影响。铸件一般采用喷砂或喷丸进行除锈,用棉纱清除工件表面的浮尘,用80#~120#砂纸清除表面残留的钢丸等杂物。钢铁表面采用除油和除锈处理,对表面要求过高时,进行磷化和钝化表面处理。黑色金属工件在阳极电泳前必须进行磷化处理,否则漆膜的耐腐蚀性能较差。磷化处理时,一般选用锌盐磷化膜,厚度约1~2μm,要求磷化膜结晶细而均匀。
3、在过滤系统中,一般采用一级过滤,过滤器为网袋式结构,孔径为25~75μm。电泳涂料通过立式泵输送到过滤器进行过滤。从综合更换周期和漆膜质量等因素考虑,孔径50μm的过滤袋较佳,它不但能满足漆膜的质量要求,而且解决了过滤袋的堵塞问题。
4、电泳涂装的循环系统循环量的大小,直接影响着槽液的稳定性和漆膜的质量。加大循环量,槽液的沉淀和气泡减少;但槽液老化加快,能源消耗增加,槽液的稳定性变差。将槽液的循环次数控制6~8次/h较为理想,不但保证漆膜质量,而且确保槽液的稳定运行
5、随着生产时间的延长,阳极隔膜的阻抗会增加,有效的工作电压下降。因此,生产中应根据电压的损失情况,逐步调高电源的工作电压,以补偿阳极隔膜的电压降。
6、超滤系统控制工件带入的杂质离子的浓度,保证涂装质量。在此系统的运行中应注意,系统一经运行后应连续运行,严禁间断运行,以防超滤膜干枯。干枯后的树脂和颜料附着在超滤膜上,无法彻底清洗,将严重影响超滤膜的透水率和使用寿命。超滤膜的出水率随运行时间而呈下降趋势,连续工作30~40天应清洗一次,以保证超滤浸洗和冲洗所需的超滤水。
7、电泳涂装法适用于大量流水线的生产工艺。电泳槽液的更新周期应在3个月以内。以一个年产30万份钢圈的电泳生产线为例,对槽液的科学管理极为重要,对槽液的各种参数定期进行检测,并根据检测结果对槽液进行调整和更换。一般按如下频率测量槽液的参数:
8、电泳液、超滤液及超滤清洗液、阴(阳)极液、循环洗液、去离子清洗液的PH值、固体含量和电导率每天一次;颜基比、有机溶剂含量、试验室小槽试验每周2次。
9、对漆膜质量的管理,应经常检查涂膜的均一性和膜厚,外观不应有针孔、流挂、橘皮、皱纹等现象,定期检查涂膜的附着力、耐腐蚀性能等物理化学指标。检验周期按生产厂家的检验标准,一般每个批次都需检测。厚度5-30μm。
本文到此结束,希望对大家有所帮助。
猜你喜欢
最新文章










- 电泳涂装的两种方法(电泳涂装工艺详解 涂装工艺流程)
- 中午发什么问候语(下午问候语 下午问候语有哪些)
- 酒店宣传标语大全(酒店宣传语 有哪些宣传酒店的标语)
- 截止今日07月25日00时天津河西区陈塘庄街除云山里外的区域属于什么风险等级地区 有中高风险区域吗 出现风险区多久才会解封恢复正常出行上班上课
- 内存单通道和双通道的区别(双通道和单通道区别大吗 内存区别还是非常大)
- 铜锅和电火锅的区别(铜火锅和普通火锅区别 铜火锅和普通火锅有什么不同)
- 小学四年级手抄报垃圾分类(四年级手抄报垃圾分类 来看看范文吧)
- 督促和敦促的区别是什么(敦促与督促的区别 敦促的解释)
- 截止今日07月25日00时天津津南区双林街北至浯水道、南至南兴道、东至景盛路、西至微山路的围合区域及万科仕林苑小区参照防范区管理属于什么风险等级地区 有中高风险区域吗 出现风险区多久才会解封恢复正常出行上班上课
- 标准篮球场大小尺寸(篮球场标准尺寸 标准篮球场有多大)
- 索尼推出IMX675这是一款用于监控摄像机的新型传感器
2022-07-24 09:24:41
- 西部数据宣布新的22TB硬盘将很快推出

2022-07-24 09:13:50
- MG Cyberster Roadster 想要用兰博基尼式的剪刀门来震撼 Miata

2022-07-23 09:29:14
- 梅赛德斯-奔驰 CLE 外观时尚 足以取代 2 款车型

2022-07-23 09:29:14
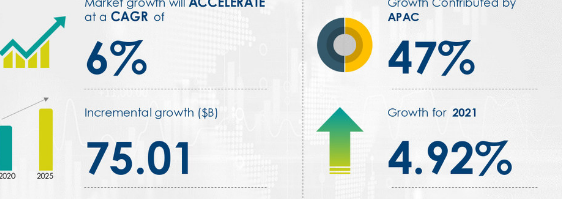
- Technavio的饮料包装市场报告预测增长750.1亿美元
2022-07-22 15:19:30